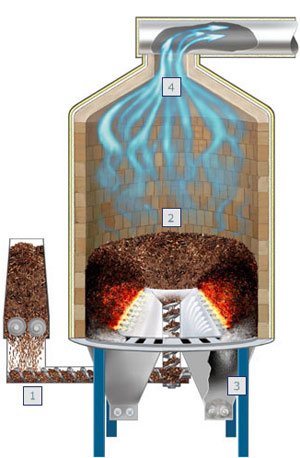
1 Fuel In-Feed System
The metering bin provides short-term fuel storage and ensures a constant supply of fuel to the gasifier. Fuel is conveyed by a horizontal auger from the metering bin to a vertical auger that pushes fuel into the base of the fuel pile inside the gasifier.
2 Gasifier
Within the gasifier, the fuel moves through progressive stages of drying, pyrolysis, gasification and reduction to ash. Combustion air (20 - 30% of stoichiometric), steam and/or oxygen are introduced through the inner and outer cone into the base of the fuel pile. Partial oxidation, pyrolysis and gasification occur at 1500 — 1800 °F (815 – 980 °C), and the fuel is converted into “syngas” and non-combustible ash. Combustion temperatures in the fuel pile are tightly controlled and kept below the ash melting temperatures to ensure that there is no formation of “clinker” and that the ash flows freely.
3 Automatic Ash Removal System
As the fuel is processed in the system it is reduced to non-combustible ash. The ash migrates to the grate at the base of the gasifier where it is removed intermittently through a set of openings. When hydraulically activated, the rotating grate opens and the ash drops into two ash hoppers. Each ash hopper has two parallel augers to convey the ash to a collection conveyor and an enclosed ash bin.
4 Syngas
Syngas exits the gasifier at 500 — 700 °F (260 – 370 °C). The syngas can be combusted in a close-coupled oxidizer with the resulting flue gas directed to heat recovery equipment (e.g., boilers, thermal oil heaters, air-to-air heat exchangers), fired directly in industrial boilers or kilns, or cleaned for use in the firing of internal combustion engines or the production of higher value gases and chemicals. |